

【2026年版】工場の脱臭コストを大幅削減!触媒燃焼式と排熱回収システムの仕組み・おすすめ業者3選

工場では、VOCや有機溶剤臭などへの脱臭対策が必要になる一方で、近年は燃料価格高騰やCO2削減への対応も重要視されています。特に旧型の直接燃焼式脱臭装置では、ガス使用量増加や熱ロスによって、ランニングコストが大きな負担になるケースがあります。
その中で注目されているのが、低温処理によって省エネ化を図りやすい「触媒燃焼式脱臭装置」と、発生した熱を再利用する「排熱回収システム」です。
本記事では、触媒燃焼式脱臭装置と排熱回収の仕組み、省エネ化のポイント、導入時に確認したい注意点に加えて、2026年版のおすすめ業者について詳しく解説します。
目次
脱臭と省エネを両立!触媒燃焼式脱臭装置と熱回収の仕組み

工場や製造現場では、臭気対策だけでなく、エネルギーコスト削減も重要な課題です。特にVOC(揮発性有機化合物)や有機溶剤臭を含む排ガス処理では、高い脱臭性能と省エネ性の両立が求められます。
その中で注目されているのが、触媒燃焼式脱臭装置です。こちらでは、触媒燃焼式脱臭装置の仕組みや、熱回収による省エネ効果について解説します。
ニオイを熱分解して完全に無害化する「燃焼式脱臭」の圧倒的な確実性

燃焼式脱臭は、臭気成分を高温で酸化分解することで、ニオイを根本的に除去する脱臭方式です。
活性炭吸着のように「ニオイを吸着する」のではなく、臭気成分そのものを熱分解して無害化するため、脱臭性能が高い特徴があります。
主に以下のような臭気へ対応しやすい特徴があります。
- VOC(揮発性有機化合物)
- 有機溶剤臭
- 塗装臭
- 印刷臭
- 化学臭気
- 樹脂加工臭
燃焼によって臭気成分は以下へ分解されます。
- 二酸化炭素(CO2)
- 水蒸気(H2O)
そのため、臭気を「移動させる」のではなく、根本的に分解しやすい点が特徴です。
また、燃焼式脱臭は高濃度臭気や複雑な臭気成分にも対応しやすいため、以下のような現場で導入されています。
| 導入現場 | 主な臭気 |
| 塗装工場 | シンナー臭・VOC |
| 印刷工場 | インキ臭・溶剤臭 |
| 化学工場 | 有機ガス |
| 樹脂加工工場 | 加熱臭・樹脂臭 |
| 食品工場 | 加熱臭・油臭 |
特に臭気クレーム対策では、「確実にニオイを除去できるか」が重要です。
吸着方式では、活性炭劣化や吸着飽和によって性能低下が起きる場合があります。一方で、燃焼式脱臭は臭気成分そのものを酸化分解するため、高い脱臭性能を維持しやすい特徴があります。
また、複数臭気が混在する現場でも対応しやすく、排気条件変動へ対応しやすい点もメリットです。
直接燃焼よりも大幅に低い温度で処理できる「触媒燃焼式」の省エネ原理

一般的な直接燃焼式脱臭装置では、臭気成分を完全燃焼させるために700〜800℃程度の高温が必要になる場合があります。一方、触媒燃焼式脱臭装置では、触媒を使用することで低温でも酸化反応を促進できるため、200〜400℃程度で処理できるケースがあります。
この「低温処理」が、省エネにつながる大きな理由です。
触媒燃焼式脱臭の仕組みは以下の流れです。
- 排ガスを加熱
- 触媒層へ通過
- 触媒が酸化反応を促進
- 臭気成分を分解
- 無臭化されたガスを排出
触媒には、白金やパラジウムなどの貴金属系触媒が使用されるケースがあります。
触媒表面では化学反応が起こりやすくなるため、高温まで加熱しなくても臭気成分を酸化分解しやすくなります。
触媒燃焼式が省エネにつながる理由は以下のとおりです。
- 加熱温度を下げやすい
- 燃料消費量を抑えやすい
- 立ち上がり時間を短縮しやすい
- 熱効率を高めやすい
特に都市ガスやLPGなどの燃料コスト削減につながりやすく、長時間運転を行う工場ではランニングコスト差が大きくなる場合があります。
また、低温運転により設備負荷を抑えやすい点も特徴です。
例えば、以下のような部分へ影響する場合があります。
- バーナー負荷
- 炉体負荷
- 耐火材劣化
- 熱膨張負荷
- 排気ダクト負荷
その結果、設備寿命延長や保守負担軽減につながるケースもあります。
ただし、触媒燃焼式では注意点もあります。
例えば、以下のような成分は触媒劣化要因になる場合があります。
- シリコン系成分
- 硫黄系成分
- リン系成分
- ダスト
- タール分
そのため、前処理設備やフィルター管理も重要です。また、排ガス条件によっては、直接燃焼式や蓄熱燃焼式(RTO)が適しているケースもあります。
そのため、臭気濃度やガス成分、運転条件を踏まえながら脱臭方式を選定することが重要です。
発生した熱を工場のエネルギーとして再利用する「排熱回収(熱風発生装置等)」の仕組み
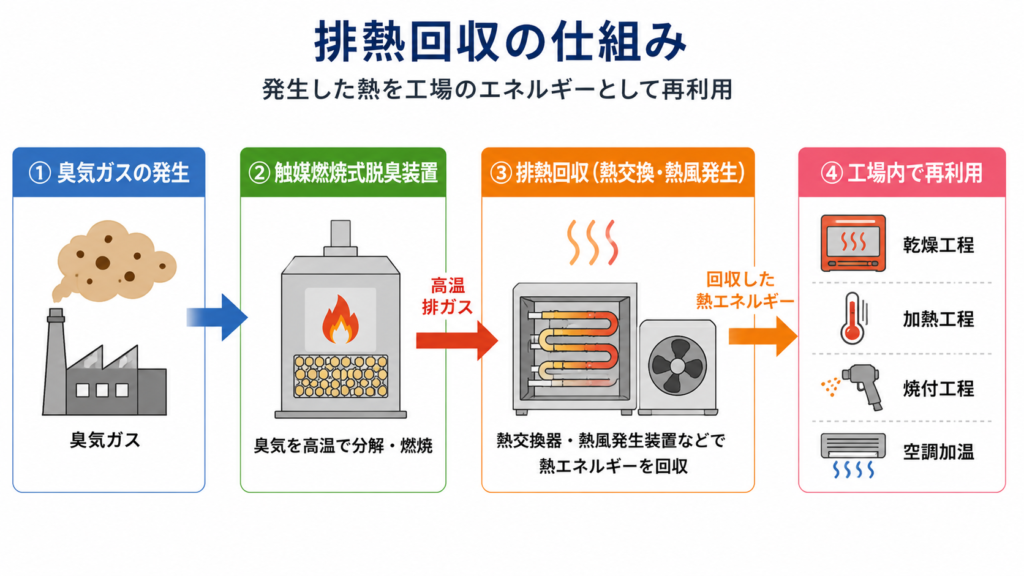
触媒燃焼式脱臭装置では、脱臭時に発生する熱エネルギーを回収し、工場内で再利用できる場合があります。これが「排熱回収」です。
脱臭処理では排ガス加熱を行うため、高温排気が発生します。この熱をそのまま大気放出すると、エネルギーロスが大きくなります。そこで、熱交換器などを利用して熱エネルギーを回収し、別工程へ再利用します。
代表的な熱回収方法は以下のとおりです。
| 熱回収方法 | 主な用途 |
| 熱交換器 | 吸気予熱 |
| 熱風発生装置 | 乾燥炉加熱 |
| 温水化 | 洗浄工程 |
| 蒸気発生 | 工場熱源 |
| 空調加熱 | 工場暖房 |
例えば、塗装乾燥炉では、脱臭装置から回収した熱を乾燥工程へ再利用するケースがあります。
これにより、
- ガス使用量削減
- ボイラー負荷低減
- CO2排出削減
- エネルギー効率向上
などにつながりやすくなります。
また、熱風発生装置を組み合わせることで、高温熱風として再利用できるケースもあります。
熱風は以下のような工程で利用されます。
- 乾燥工程
- 加熱工程
- 焼付工程
- 洗浄乾燥
- 空調加温
特に長時間稼働する工場では、排熱回収による省エネ効果が大きくなる場合があります。
さらに近年は、脱臭装置単体ではなく、「工場全体のエネルギー最適化」を前提に設備選定を行うケースも増えています。
例えば、以下をまとめて検討するケースがあります。
- 脱臭性能
- 熱回収効率
- ガス使用量
- CO2削減
- 補助金活用
- 工場省エネ化
そのため、触媒燃焼式脱臭装置を導入する際は、「脱臭設備」としてだけでなく、「省エネ設備」としても検討することが重要です。
【あわせて読みたい】
▼排ガス処理装置とは?仕組み・種類・選び方までわかりやすく解説
【2026年最新】燃料価格高騰とカーボンニュートラル(CO2削減)の規制動向

2026年現在、燃料価格高騰が続いていることに加え、カーボンニュートラルへの対応も重要視されています。
そのため、環境対策設備を導入する際も、「導入できるか」だけでなく、「どれだけエネルギーコストを抑えられるか」「CO2削減へつながるか」が重視される傾向があります。
こちらでは、2026年時点の規制動向や、工場経営へ与える影響、省エネ型環境装置への更新時に活用できる補助制度について解説します。
製造業に求められる温室効果ガス(CO2)排出量削減の世界的基準
近年は、日本国内だけでなく世界的に温室効果ガス削減への取り組みが加速しています。
日本政府も2050年カーボンニュートラル実現を掲げており、製造業ではCO2排出量削減への対応が重要課題になっています。
特に以下のような動きが進んでいます。
- 省エネ法対応強化
- GX(グリーントランスフォーメーション)推進
- Scope1・Scope2排出量管理
- ESG投資拡大
- サプライチェーン全体でのCO2管理
近年は、大手メーカーだけでなく、部品供給企業や加工会社にも環境対応が求められるケースが増えています。
例えば、以下のような項目です。
| 求められる内容 | 主な例 |
| CO2削減 | 燃料使用量削減 |
| 省エネ化 | 高効率設備導入 |
| 排ガス対策 | VOC削減 |
| エネルギー可視化 | 使用量管理 |
| 環境報告 | 排出量データ提出 |
特に熱処理設備や脱臭設備は、燃料使用量が大きくなりやすいため、CO2削減対象になりやすい設備です。
そのため、近年は以下のような設備更新が増えています。
- 直接燃焼式から触媒燃焼式への更新
- 熱回収設備導入
- 高効率バーナー導入
- インバータ制御化
- 排熱再利用設備導入
また、単純な「環境対策設備」ではなく、「省エネ設備」として投資判断されるケースも増えています。
例えば、以下を同時に重視するケースがあります。
- 臭気対策
- CO2削減
- ガス使用量削減
- 電力削減
- 生産効率向上
そのため、環境設備導入では、「規制対応」だけでなく、「工場全体のエネルギー最適化」が重要視されています。
2026年も続くエネルギー・燃料コスト高騰が工場経営に与える影響
2026年現在も、都市ガス・LPG・電力価格などのエネルギーコスト高騰が続いています。
特に燃焼設備を多く使用する工場では、燃料費上昇が経営へ大きく影響するケースがあります。
例えば、以下のような設備です。
- 脱臭装置
- 乾燥炉
- 焼付炉
- ボイラー
- 熱処理設備
これらは長時間連続運転を行うケースが多いため、燃料単価変動の影響を受けやすい特徴があります。
特に旧型設備では、以下のような課題が発生しやすくなります。
- 熱効率低下
- 燃料消費増加
- 保守頻度増加
- 排熱ロス増加
- CO2排出増加
例えば、直接燃焼式脱臭装置では高温燃焼が必要になるため、ガス使用量が大きくなるケースがあります。
一方で、触媒燃焼式や熱回収型設備では、以下のような改善が期待されます。
| 改善ポイント | 主な内容 |
| 低温処理化 | 燃料使用量削減 |
| 排熱回収 | 熱再利用 |
| 高効率制御 | 運転最適化 |
| 省エネ化 | ランニングコスト削減 |
| CO2削減 | 環境負荷低減 |
また、エネルギーコスト高騰は「設備運転コスト」だけでなく、以下へも影響します。
- 製造原価
- 利益率
- 製品価格
- 生産計画
- 設備更新計画
そのため、近年は「初期導入費用」だけでなく、「10年単位の総コスト」で設備を比較するケースが増えています。
例えば、以下を含めて比較するケースがあります。
- ガス使用量
- 電力使用量
- 保守費
- 触媒交換費
- 停止リスク
- CO2削減効果
「安い設備=総コストが低い」とは限らないため、長期運転を前提に比較することが重要です。
省エネ型環境装置へのリプレイス(更新)で活用できる補助金・助成金

近年は、CO2削減や省エネ化を目的とした補助金制度が拡充されています。
そのため、脱臭装置や燃焼設備を更新する際、補助金を活用できるケースがあります。
省エネ・非化石転換補助金(資源エネルギー庁)
省エネ・非化石転換補助金は、指定設備を導入して既存設備を更新し、一定の省エネ率などを達成した場合に活用できる補助制度です。
主な対象設備は以下のとおりです。
- 産業ヒートポンプ
- 高性能ボイラ
- 産業用モータ
補助上限額は最大30億円とされており、大規模な省エネ設備更新でも活用できる可能性があります。
省エネ型VOC排出削減設備導入促進事業(東京都)
省エネ型VOC排出削減設備導入促進事業は、東京都内の中小事業者を対象とした補助制度です。
以下のような作業でVOCを取り扱う事業者が対象になります。
- 工場内塗装
- 印刷
- ドライクリーニング
VOC排出削減設備や、VOC削減装置付き空調・換気設備などの導入費用に対して補助を受けられる場合があります。
補助額は、補助対象設備1台ごとに補助対象経費の3分の2以内で、上限は2,000万円/台です。
引用元:東京都環境局
既存設備のエネルギーロス問題…維持費高騰という大きな懸念材料

近年は、燃料価格高騰やCO2削減要求の影響により、工場設備のエネルギー効率がこれまで以上に重視されています。
その中で課題になりやすいのが、昭和〜平成初期に導入された旧型設備です。設備自体は稼働していても、燃料効率低下や部品劣化によって、知らないうちに大きなエネルギーロスが発生しているケースがあります。
また、老朽化設備は保守負担増加や突発停止リスクにもつながるため、「まだ動くから使い続ける」という判断が、結果的にコスト増大を招く場合もあります。
昭和・平成期に導入された古い直接燃焼装置が消費する過剰な燃料
旧型の直接燃焼式脱臭装置では、高温燃焼によって臭気成分を分解する仕組みが一般的です。
直接燃焼式は高い脱臭性能を持つ一方で、700〜800℃前後の高温運転が必要になるケースがあります。そのため、燃料消費量が大きくなりやすい特徴があります。
特に昭和〜平成初期に導入された設備では、以下のような課題が発生しやすくなります。
- 熱交換効率低下
- 炉内断熱性能低下
- バーナー効率低下
- 排熱ロス増加
- 制御精度低下
例えば、旧型設備では排熱回収機能が十分でないケースも多く、高温排気をそのまま大気放出している場合があります。
この場合、本来再利用できる熱エネルギーが失われるため、ガス使用量増加につながります。
また、古い制御システムでは、以下のような問題も発生しやすくなります。
| 発生しやすい課題 | 主な影響 |
| 温度制御ばらつき | 過剰燃焼 |
| バーナー劣化 | 燃費悪化 |
| 排熱ロス | エネルギー損失 |
| 制御遅延 | 無駄運転 |
| 断熱劣化 | 放熱増加 |
その結果、現在の高効率設備と比較すると、燃料消費差が大きくなる場合があります。
特に近年は、都市ガス・LPG価格高騰が続いているため、「燃料コスト増加」が工場経営へ直接影響しやすくなっています。
また、旧型設備では部品供給終了や保守対応縮小が発生するケースもあります。
そのため、単純な修理継続ではなく、
- 高効率設備への更新
- 熱回収追加
- 制御更新
- 省エネ型設備への切替
などを検討する工場も増えています。
メンテナンス不足による触媒の劣化と、それに伴う処理効率低下・燃料費増大

触媒燃焼式脱臭装置では、触媒性能維持が重要です。
触媒は臭気成分の酸化反応を促進する役割を持っていますが、長期間使用やメンテナンス不足によって性能低下する場合があります。
特に以下のような要因は、触媒劣化につながりやすいです。
- シリコン成分付着
- ダスト堆積
- タール付着
- 硫黄成分
- 高温劣化
触媒性能が低下すると、本来低温で処理できるはずの臭気分解効率が下がります。
その結果、以下のような問題が発生しやすくなります。
| 劣化による影響 | 主な問題 |
| 反応効率低下 | 脱臭性能低下 |
| 加熱量増加 | 燃料消費増加 |
| 圧力損失増加 | ファン負荷増加 |
| 臭気漏れ | クレームリスク |
| 処理不安定化 | 品質低下 |
例えば、触媒劣化によって設定温度を上げなければ脱臭性能を維持できなくなるケースがあります。
この場合、本来不要な追加燃焼が発生するため、燃料コスト増加につながります。
また、触媒状態を把握せずに長期間運転を続けると、
- 異常燃焼
- 温度上昇
- 装置負荷増加
- 触媒破損
などにつながる場合もあります。
そのため、定期的な以下の管理が重要です。
- 触媒点検
- 差圧確認
- 温度管理
- 前処理フィルター管理
- 排ガス成分確認
近年は、触媒寿命だけでなく、「どれだけ燃費へ影響しているか」を含めて更新判断を行うケースも増えています。
突発的なシステムダウンが引き起こす工場全体のライン停止リスク

脱臭装置や環境設備は、生産設備と連動して稼働しているケースが多くあります。
そのため、脱臭装置停止が工場全体のライン停止につながる場合があります。
特に以下のような現場では影響が大きくなります。
- 塗装ライン
- 印刷ライン
- 化学製造ライン
- 樹脂加工ライン
- 乾燥工程
例えば、環境規制上、脱臭装置停止中は生産継続できないケースがあります。
そのため、以下のようなトラブルは大きなリスクになります。
- バーナー故障
- 制御盤異常
- ファン停止
- 温度異常
- 触媒破損
特に老朽化設備では、以下のような問題も発生しやすくなります。
| 老朽化リスク | 主な影響 |
| 部品供給終了 | 復旧遅延 |
| 制御機器故障 | 長時間停止 |
| センサー異常 | 安全停止 |
| 配管劣化 | 漏洩リスク |
| 電装劣化 | 突発停止 |
また、設備停止による影響は修理費だけではありません。
例えば、以下のような損失につながる場合があります。
- 生産停止損失
- 納期遅延
- 人員待機コスト
- 廃棄ロス
- 顧客対応負担
そのため、近年は「壊れてから修理する」のではなく、
- 予防保全
- 更新計画
- 省エネ更新
- 制御更新
- 予備機管理
などを含めて設備管理を行う工場が増えています。
特に燃料価格高騰が続く現在は、「古い設備を使い続けるコスト」と「更新による省エネ効果」を比較しながら、中長期視点で設備更新を検討することが重要です。
【あわせて読みたい】
▼半導体製造で知っておきたいフッ化水素に関する規制!排ガス処理装置のおすすめメーカーも紹介
計画初期から保守まで!省エネ脱臭を成功させるトータルサポートの重要性

排ガス条件や運転状況に合わない設備を導入すると、想定していた脱臭性能や省エネ効果が得られない場合があります。また、導入後の点検やチューニング不足によって、徐々に燃費や処理性能が低下していくケースもあります。
そのため、近年は「設備販売」だけでなく、導入前シミュレーションから設計、施工、保守まで含めたトータルサポートが重要視されています。
特に燃料価格高騰やCO2削減要求が続く現在は、「長期的に安定運転できるか」が大きなポイントです。
導入前のシミュレーションでどれだけの「ランニングコスト削減」が可能か算出する

省エネ型脱臭設備では、「導入費用」だけでなく、「導入後にどれだけコスト削減できるか」を事前に把握することが重要です。
特に既設設備更新では、現状設備との比較シミュレーションを行うことで、省エネ効果を具体的に確認しやすくなります。
例えば、以下のような項目を比較するケースがあります。
| 比較項目 | 主な内容 |
| ガス使用量 | 燃料消費削減効果 |
| 電力使用量 | ファン・制御電力 |
| 排熱回収量 | 再利用可能熱量 |
| CO2削減量 | 環境負荷低減 |
| 保守費 | 消耗品・点検費用 |
特に触媒燃焼式脱臭装置では、低温処理や熱回収によって燃料使用量を削減できるケースがあります。
また、以下のような運転条件も重要です。
- 稼働時間
- 排ガス濃度
- 排気風量
- 臭気成分
- 温度条件
例えば、同じ脱臭装置でも、
- 昼間のみ運転
- 24時間連続運転
- 高濃度排ガス
- 低濃度大風量
などによって省エネ効果は変わります。
そのため、現場条件を踏まえた事前シミュレーションが重要です。
また、近年は単純な燃料削減だけでなく、
- CO2削減量
- 補助金対象条件
- 投資回収年数
- 長期維持費
まで含めて試算するケースも増えています。
特にエネルギー価格変動が続く現在は、「設備価格」だけでなく、「10年単位の総コスト」で比較することが重要です。
独自の排ガス性質に合わせた最適な燃焼制御・設計
排ガス条件は工場ごとに異なります。そのため、脱臭設備では「標準仕様をそのまま導入する」のではなく、排ガス性質へ合わせた設計が重要です。
例えば、以下のような条件があります。
- VOC濃度
- 臭気成分
- 水分量
- ダスト量
- 温度変動
- 風量変動
これらによって、適した脱臭方式や制御方法が変わります。
例えば、高濃度排ガスでは自己燃焼しやすいケースがあります。一方で、低濃度大風量排ガスでは熱効率改善が重要になる場合があります。
また、以下のような成分は注意が必要です。

| 注意成分 | 主な影響 |
| シリコン成分 | 触媒劣化 |
| タール | 閉塞 |
| ダスト | 圧損増加 |
| 硫黄系成分 | 触媒被毒 |
| 高湿度ガス | 結露リスク |
そのため、以下のような設計を組み合わせるケースがあります。
- 前処理フィルター
- 熱交換器
- 自動温度制御
- 風量制御
- 異常監視システム
また、燃焼制御も重要です。
例えば、過剰加熱を行うと、
- ガス使用量増加
- CO2増加
- 設備負荷増加
につながる場合があります。
一方で、温度不足では、
- 脱臭不良
- 臭気漏れ
- 処理不安定化
につながる場合があります。
そのため、排ガス条件へ合わせた最適制御を行うことが、省エネ化と安定運転の両立につながります。
定期的な点検・チューニングで長期的に高い環境性能を維持するメンテナンス体制
省エネ型脱臭設備では、導入後の保守管理も重要です。
高効率設備でも、点検不足や部品劣化によって性能低下する場合があります。
特に以下のような部分は定期管理が重要です。
- 触媒状態
- バーナー燃焼状態
- 温度センサー
- 熱交換器
- フィルター
- ファン性能
例えば、触媒劣化が進行すると、処理効率低下によって設定温度を上げる必要が出る場合があります。
その結果、
- 燃料費増加
- CO2排出増加
- 脱臭性能低下
につながるケースがあります。
また、熱交換器汚れやダクト閉塞も、エネルギーロス要因になります。
そのため、定期点検では以下を確認するケースがあります。
| 点検項目 | 主な確認内容 |
| 温度管理 | 異常加熱有無 |
| 差圧管理 | 閉塞確認 |
| 燃焼状態 | 燃費悪化確認 |
| 排ガス分析 | 処理性能確認 |
| 触媒点検 | 劣化確認 |
また、近年はIoT監視や遠隔監視を導入するケースも増えています。
例えば、
- 異常温度検知
- 燃料使用量監視
- 稼働状況分析
- 予防保全通知
などを行うことで、突発停止リスクを減らしやすくなります。
特に環境設備は、生産ラインと連動しているケースが多いため、停止リスク管理が重要です。
そのため、省エネ脱臭を長期的に成功させるには、「設備導入」で終わるのではなく、
- シミュレーション
- 最適設計
- 定期点検
- チューニング
- 更新提案
まで含めた継続サポート体制を重視することが重要です。
メンテナンス性やコスト削減効果で脱臭メーカーを比較したい方はこちら
【2026年版】省エネ・触媒燃焼式脱臭に強みを持つおすすめ業者3選
近年は、燃料価格高騰やCO2削減要求の高まりにより、「脱臭性能」だけでなく「エネルギー効率」まで重視して設備を選定するケースが増えています。
また、排ガス条件によって最適な脱臭方式は異なるため、単純な設備価格だけでなく、熱回収提案や保守体制、設計力まで含めて比較することが重要です。
こちらでは、省エネ型触媒燃焼式脱臭装置に強みを持つおすすめ業者を紹介します。
1. サンレー冷熱株式会社

サンレー冷熱株式会社は、80年以上培ってきたバーナー・燃焼技術を活かし、高効率な触媒燃焼システムを提供しているメーカーです。
脱臭設備だけでなく、熱風発生装置などを組み合わせた「排熱回収・エネルギー有効利用」の提案を得意としている点が特徴です。
| 会社名 | サンレー冷熱株式会社 |
| 所在地 | 〒573-1132 大阪府枚方市招提田近3-25 |
| 電話番号 | 072-856-3221 |
| 公式ホームページ | https://www.sunray-r.co.jp/environment/ |
また、触媒燃焼式だけでなく、直接燃焼式など複数の脱臭方式へ対応しているため、「本当に触媒燃焼が最適か」を客観的に判断しながら提案を受けやすい特徴があります。
主な特徴は以下のとおりです。
- バーナー・燃焼技術を活かした高効率設計
- 排熱回収や熱利用提案に対応
- 直接燃焼式など他方式にも対応
- 初期計画から保守管理までサポート
- 工場条件に合わせた柔軟設計が可能
設備導入だけでなく、長期運用まで含めて相談しやすい点が特徴です。
2. カンケンテクノ

カンケンテクノは、1978年創業の大気環境保全装置メーカーです。廃ガス処理や空気浄化装置を中心に、さまざまな環境設備を提供しています。
同社の触媒式脱臭装置は、VOCなどの排ガスを低温で熱酸化分解し、無害化できる点が特徴です。
| 会社名 | カンケンテクノ株式会社 |
| 所在地 | 〒617-0833 京都府長岡京市神足太田30-2 |
| 電話番号 | 075-955-8823 |
| 公式ホームページ | https://www.kanken-techno.co.jp/ |
また、高効率熱交換器を搭載することで、省エネ運転へ対応している点も特徴です。
主な特徴は以下のとおりです。
- VOC排ガス処理へ対応
- 低温処理による省エネ運転
- 高効率熱交換器を搭載
- 小風量〜大風量まで対応可能
- 廃熱回収システムにも対応
幅広い風量条件へ対応しているため、工場規模に合わせて検討しやすいメーカーです。
カンケンテクノ株式会社の口コミ評判記事はこちら!
3. 中外炉工業
◇中外炉工業株式会社

中外炉工業は、1945年創業の工業炉・工業炉用バーナの総合エンジニアリングメーカーです。
VOCガスや臭気ガスなど、さまざまな廃ガスを熱分解によって無害化する排ガス処理設備を提供しています。
特に、大容量設備や特殊排ガス処理へ対応している点が特徴です。
| 会社名 | 中外炉工業株式会社 |
| 所在地 | 〒541-0046 大阪府大阪市中央区平野町3-6-1 |
| 電話番号 | 06-6221-1251 |
| 公式ホームページ | https://chugai.co.jp/ |
また、RTO(蓄熱式脱臭装置)では対応が難しい成分を含むガスへ対応できるケースがある点も特徴です。
主な特徴は以下のとおりです。
- VOC・臭気ガス処理へ対応
- 大容量設備へ対応可能
- 工業炉・燃焼技術のノウハウを保有
- 燃焼安全規格へ対応
- 用途に合わせたカスタム設計が可能
大型設備や特殊条件の排ガス処理を検討している工場で比較されるケースがあります。
中外炉工業株式会社の口コミ評判記事はこちら!
まとめ
今回は、触媒燃焼式脱臭装置と排熱回収システムの仕組み、省エネ化のポイント、おすすめ業者について解説しました。
近年は、燃料価格高騰やCO2削減要求の影響により、工場の脱臭設備にも「高い脱臭性能」と「省エネ性」の両立が求められています。特に触媒燃焼式脱臭装置は、低温処理によって燃料使用量を抑えやすく、排熱回収システムを組み合わせることで、工場全体のエネルギー効率向上につながるケースがあります。
また、設備更新では、初期費用だけでなく、ランニングコストや熱回収効率、保守体制、停止リスクまで含めて比較することが重要です。さらに、工場ごとに排ガス成分や運転条件は異なるため、事前シミュレーションや最適設計、長期保守まで対応できるメーカーを選ぶことも重要になります。
工場の脱臭コスト削減や省エネ設備更新を検討しているなら、本記事を参考にしてください。
この記事を読んでいる人におすすめ
▼脱臭装置とは?方式別の選び方と費用相場|悪臭対策の比較ガイド
